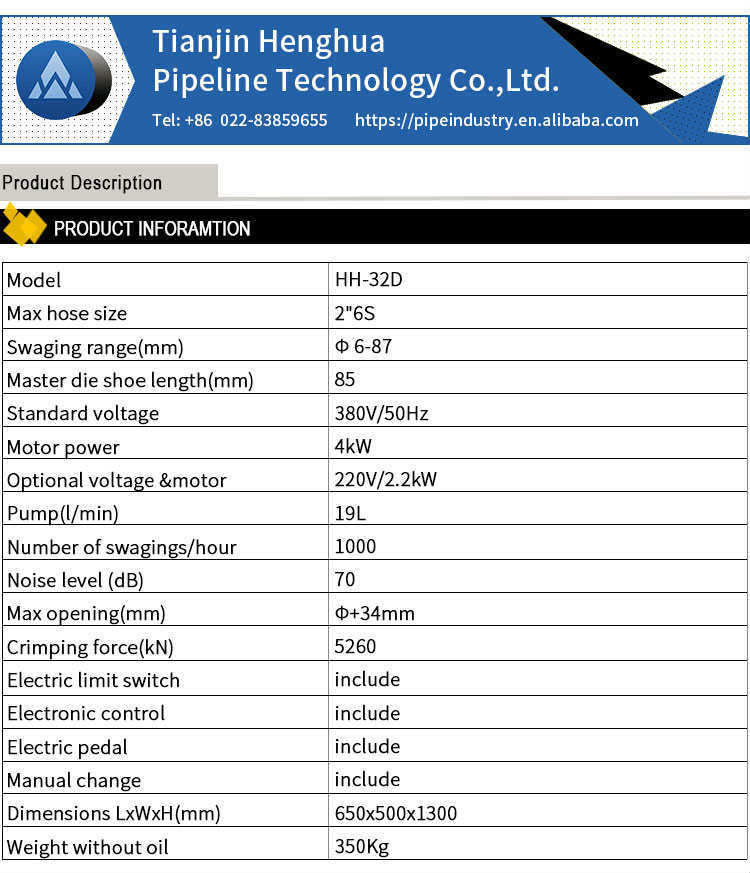
HENGHUA 2017 Newest rubber hose crimping machine/digital controlled hydraulic press machine/hydraulic crimping tool
HH-32D hosse crimping machine introductions:
I. Brief Introduction
Model HH-32D pipe locking machine is mainly used for buckling processing for high pressure rubber pipe assembly in the mechanical engineering. It can also be used for buckling the two-way bends, especially large bends and irregular shape bends.
This machine features small and portable appearance, big force, low noise and easy to operate. The buckling amount can be precise adjusted through a scale. It makes the mould base division to be more even through the double inclined plane eight-flap mould seat equipped with a high accuracy guiding device.
HH-32C hose crimping machine photo details:

III. Installation and Operation
1. Add sufficiently 79 liters of Great Wall brand 46# anti-abrasion hydraulic oil. If the room temperature is lower than 10ºC, 10% transformer oil is need to add.
Connect the electric source well as per the machine requirements, to make the direction of the motor rotation to be consistent with the rotation direction marking, and grounding protection shall be done.
2. Regulating the scale
The scale is used for regulating the amount of the buckling. When it is regulated clockwise, the buckling amount will decrease, when it is regulated anticlockwise, the buckling amount will increase. The scale is connected together with oil cylinder end cover through three socket head screws and three springs on the scale base. When using a hand to pull the scale (vertical to the oil cylinder end cover direction), the scale can flexibly leave from the oil cylinder end cover. When releasing the scale, the scale will be recovered relying on spring force. Before the machine is turned on, inspect carefully if the scale telescoping is flexible and if the lead connection is reliable.
3. The primary scale is turned within 0 line of the secondary scale, turn the machine on for test run, and observe if all actions are normal. If when the piston conducts reciprocating movement, there is a crawling phenomenon, the bleed screw on the oil cylinder top shall be unscrewed for exhausting air.
4. Pressure regulation
The buckling pressure and opening mould pressure will be regulated through two knobs at the back of the oil cylinder (see figure), when it is regulated clockwise, the pressure will increase, when it is regulated anticlockwise, the pressure will decrease (The pressure has already been well regulated when ex-factory).
5. Operation
Based on the size of the rubber hose to be buckled, select suitable mould as per the technical parameter reference table of the locking pipe and mount it on the mould base. Regulated well the scale position as per the data in the data in the table, the pipe locking can be done. After pipe locking, use a vernier caliper to mease the outside diameter dimension of the pipe sleeve after buckling to see if it meets the reference table data of the parameter. If it does not meet the data, the scale shall be precisely regulated until it meets the requirements. Because the manufactures of the pipe sleeve are different, so, specific dimension, material, hardness etc are certainly not the same. These factors would result different influences on the pipe locking result, therefore, the data in the table is only for reference, the detailed data take the pressure test as the basis.
IV. Notices
When buckling, make the joint to locate the mould center as much as possible, the joint is not buckled on the hex nut.
Prevent tool and other foreign matter from entering the locking head.
After the work is finished for each time, the eight-block mould base must be made to extend to the greatest extent, this can make the spring to be at extension status. If not, the spring will be damage.
When working, the hand should not stretch into the locking head.
The power supply must be switched off when maintenance is done.
V. Maintenance and Care
Maintenance
The hydraulic oil in the oil tank should be frequently checked, if oil amount is found to be insufficient, the oil shall be timely supplemented. If the oil liquid is polluted, it shall be filtered or replaced.
The locking head shall keep internal cleanliness. Avoid the foreign matters during processing to enter into the locking head oil cylinder via the mould to affect the normal use. Wipe out the foreign matters, which are brought by the mould body in time when buckling the joint.
Frequently fill suitable grease into the mould body for lubrication.
VI. Promise
We will provide a guarantee to keep the machine in good repair within 12 months from the day when the machine is purchased. All fitting troubles will be free of charge repaired (or replaced if necessary) during the guarantee period. The damage resulted from improper use o accident damage does not belong to free of charge repair range.
Troubleshooting
| Trouble phenomena | Trouble reason | Eliminating method |
| Machine has not action | Oil tank has not been filled with oil | Fill oil as per requirement |
| Motor rotation direction is not correct | Regulate two phase lines |
| Electric trouble | Overhaul electric circuits |
| Scale is damaged | The scale is fastened on the oil cylinder end face by the screw | Regulate the scale as per the instruction to make scale to telescope freely |
| Conductor at scale location is connected with scale | Anew connect the scale conductor to make it to be insulated from scale base |
| Electric trouble | Overhaul electric circuits and electric elements |
| Scale conductor cutting | Anew connect scale |
| System pressure is excessively low | Adjust buckling pressure-regulating valve |
| No buckling | The valve core of solenoid reversal valve is seizured by foreign matters | Dismount solenoid reversal valve, use gasoline to clean the valve core. |
| Electric trouble | Overhaul electric circuits |
| Mould is not opened | Opening mould pressure is excessively low | Adjust opening mould pressure regulating valve |
| Electric trouble | Overhaul electric circuits |
| Big noise | Installation is not stable | Conduct horizontal stable installation |
| Hydraulic oil is excessively dirty | Filter or change it |
| Filter is blocked | Use gasoline to clean the filter |
| Mould base crawls | Gas in the hydraulic oil has not bee exhausted completely | Suitable unscrew the bleed screw, make the piston in the oil cylinder to move back to last position to exhaust gas, then screw down bleed screw. |
| Lubrication is poor | Smear grease on the working inclined face of mould base |
| Oil leakage | Joint is not tightened closely | Tighten the oil pipe joint |
| Sealing washer is damaged. | Replace sealing washer. |
.A parameter list of the tooting and the press force for every type of rubble tube(for reference)
| order | Inner diameter of the rubble tube | Outer diameter of the rubble tube | Used tooting | Half locking & pressing meter pressure MPa | Whole locking & pressing meter pressure MPa |
| 1 | Φ6 | | Φ15
Φ17 | Φ15 | 5.5
6 | 6~8
9~11 |
| 2 | Φ10 | | Φ19
Φ21 | Φ21 | 6.5~7
7.5~8 | 10~11
13~16 |
| 3 | Φ13 |
| Φ23
Φ25
Φ27 | Φ25 | 8.5~9
10~11 | 14~17
15~18 |
| 4 | Φ16 | | Φ26
Φ28 | Φ28 | 9~10
10~11 | 15~18
18~22 |
| 5 | Φ19 |
| Φ29
Φ31
Φ35 | Φ30 | 9
11~12
22~24 | 15~17
20~22
29~31 |
| 6 | Φ22 |
| Φ32
Φ34
Φ38 | Φ34 | 12~13
14~16
20~25 | 17~19
19~21
25~30 |
| 7 | Φ25 |
| Φ36
Φ38
Φ42 | Φ38 | 10~11
15~16
26~28 | 16~18
20~24
28~32 |
| 8 | Φ32 |
| Φ44
Φ46
Φ50 | Φ42
Φ45 | 12~13
16~18
32 | 18~22
30~34
32~38 |
| 9 | Φ38 |
| Φ50
Φ52
Φ60 | Φ50
Φ55 | 14
20
26~30 | 22~26
28~32
44~48 |
| 10 | Φ51 |
| Φ63
Φ65
Φ69 | Φ60
Φ65 | 25
30
35 | 26~28
40
48 |
The Packing List
1. The high pressure locking tube machine in model DX 68 one set
2. Mold (Total 10 Sets)
Φ6 1 set
Φ10 1 set
Φ13 1 set
Φ16 1 set
Φ19 1 set
Φ22 1 set
Φ25 1 set
Φ32 1 set
Φ38 1set
Φ51 1set
Heibei bohai pipe fitting group
Manager:Aimmy
Mob:008618822143812
Website:http://www.pipe-industry.com
http://pipeindustry.en.made-in-china.com
Add:Paobei Industrial Area Mengcun Hebei CN.



HeBei Bohai Pipe Fitting Group Co., Ltd., founded in 1976, is one of the founders of pipe fittings in North China, the company is located in the "China pipe fittings capital" - Mengcun County industrial zone, North of Beijing and Tianjin, transportation is very convenient. Hebei Bohai Pipeline Equipment Group Co., Ltd., a professional manufacturer of high quality stainless steel and carbon steel butt weld fittings, cast pipe fittings, flanges, for various industries applications.
Bohai supplies a variety of specifications, models of high, medium, low carbon steel, alloy steel, stainless steel and other materials of elbows, reducers, tees, crosses, caps, flange, high pressure bolt series of pipeline equipment and accessories.
The company has special equipment manufacturing license, certificate of mechanical safety standardization, metrology ability to guarantee certificate, 4A Honor certificate, contract and trustworthy enterprise certificate. Integrity supplier China Sinopec. 2003 get the ISO9001: 2000 certification.
