Cheap New Style Button 51mm Hydraulic Hose Crimping Machine With Big Discount
I. Brief introduction
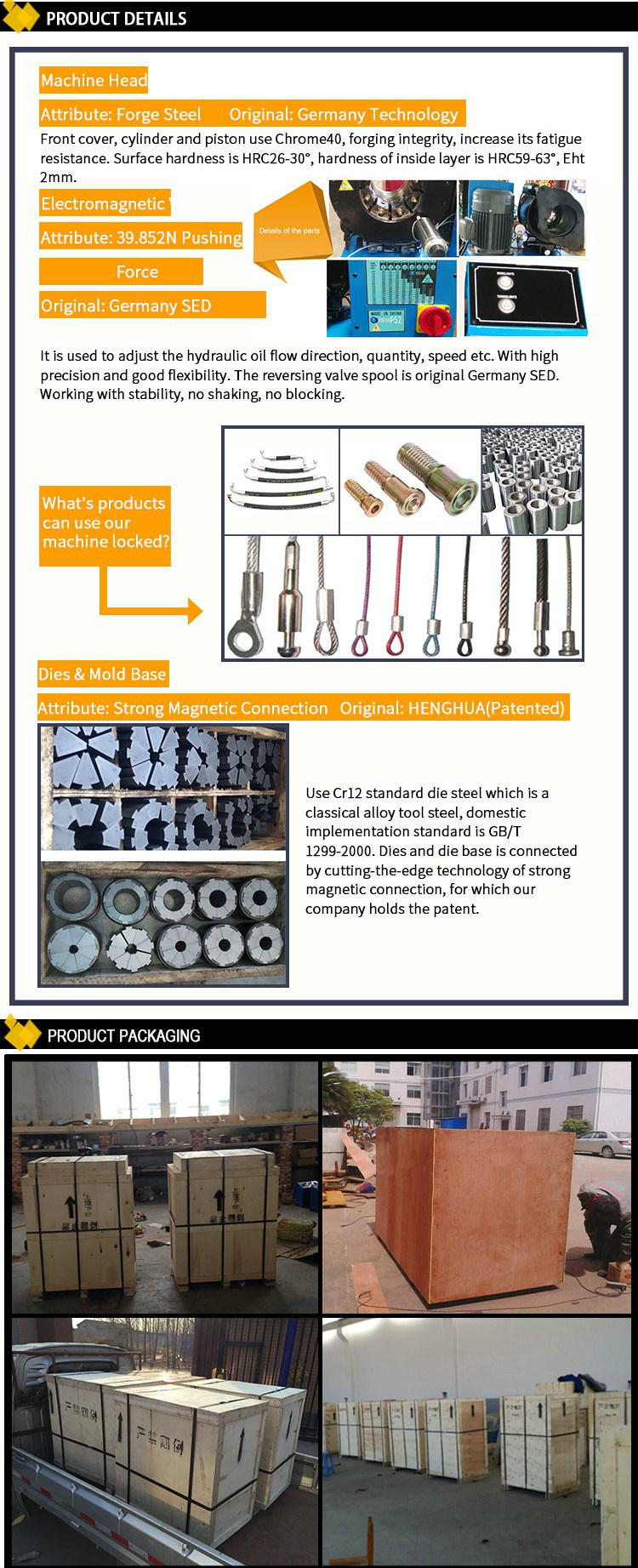
The HHP52-F type CNC hose crimping machine developed by our factory is suitable for hooping processing of the assembly of high pressure rubber tube, fibre pipe and plastic pipe used in industry, agriculture and fluid drive of engineering machinery. It has the advantages of wide hooping range, high precision (adopt PLC control), high degree automation, easy operation and maintenance, etc.

III. Working principle
The oil pump driven by the electric motor outputs the hydraulic oil and push the piston in the hydraulic cylinder to make up and down reciprocating movement. Thus makes the two columns connecting with the piston drive the above board realizing up and down reciprocating movement, making the pressing block in the recess of the two up and down large square board push the die holder, and making the die holder to give rise to radial shrinkage. And in the end realize the hooping of the rubber tube by module. When the shrinkage reaches the set value on the control panel, the hooping will stop automatically. The change valve reverses automatically. The hydraulic oil enters into lower chamber of the hydraulic cylinder and drives the above board to move upward making the mould hole to enlarge. Then we can take down the hooped rubber tube assembly.
IV. Installing and adjustment
1. Transportation: the machine should be transported with fork-lift truck.
2. Installing: the machine should be fixed horizontally on the firm foundation and undertake ground connection treatment.
3. Oil injection: open the back cover of the machine case and inject 56 liters No. 46 antiwear hydraulic oil.
4. Electricity connection: connect the power-line with the machine prescribed electric source. Inch the electric motor and observe the rotation direction. The rotation direction of the electric motor should be consistent with arrow direction on the label of electric motor. Or after connecting the line, switch on the power switch. If the machine acts, the mould opening enlarges, this means that the rotation direction of the electric motor is right. If the machine doesn't act, it is necessary to exchange the random 2 lines of the 3 live wires.
5. Pressure adjustment: the maximum pressure of the machine system is 31.5MPa adjusted by spill valve. Adjusting clockwise the pressure increases. Adjusting anticlockwise, the pressure decreases. (When leaving the factory, the pressure has been finished adjusting. If needing to adjust the pressure of spill valve, using this equipment exceeding 31.5 MPa is strictly prohibited)
V Operation
1.Open the machine back cover, inject about 56 liters clean 46# antiwear hydraulic oil
2. Connect the power-line. Then switch on the main switch installed on the machine side. If the mould acts automatically, it means that the rotation direction of the electric motor is right. If there is no action, it means that the electric motor reverses. We should exchange the random 2 lines of the 3 live wires at the connector lug. (Caution: only after breaking the power source we can operate).
3. For the machine's initial usage, we should undertake empty load hooping 10-20 times. After observing that all parts are normal, we can use it. When using the tube locking machine in winter, we should undertake empty load movement 20-30 times in order to make the oil temperature increase a little and at the same time increase service life of the machine.
4. Switch on the main power source switch. According to the specification of the hooped rubber tube, choose the corresponding mold and install it onto the die holder. And set up C1 value( the hooping size value) and C2 value( the mold's opening degree). (for detailed C1 and C2 value taking see the technical parameter reference table on the attached sheet)
5. Put the rubber tube with joint into the lock suitable position in order to get once hooping of the whole length.
6. After pressing down the "mould closing " key or step on foot switch once, undertake hooping operation. After hooping to the set hooping size (namely reaching C1 value) and staying for 3 seconds, the mould open to the set value(namely C2 value). Take out the hooped rubber tube assembly. Check and measure the hooped pipe sleeve outer diameter with vernier caliper. If the hooped diameter is inconsistent with the parameter table, we should set up parameter again and repeat the above said operation until according with the demands.
7. During the hooping process, whenever press the "mould opening" key and don't release it, the mould will open to the set size( namely the set C2 value).
VI. Matters needing attention
1. When hooping, place the joint into the mould center as far as possible. Don't push down on the hexagon nut.
2. Each time after working, we need to make the inner diameter of eight blocks die holder increase to 30-50mm. Thus makes the spring under relaxation condition when not working and prolong the spring's service life greatly.
3. Avoid the tools and other extraneous matter entering into lock.
4. When working don't put your hand into the lock in order to make sure of the personal safety. When repairing, we need to break the power source.
5. Each time after finishing the hooping, the mould will open automatically. During the process of the opening of the mould, if press the "mould opening" key and don't release it, the inner hole of the mould will open all along until it cannot open any more. (Note: when usual using, don't make the inner hole of the mould open fully.)
6. The function of the time delay unit is to adjust the time difference between two-position, two-way unload magnetic valve and three-position, five-way change magnetic valve and thus makes the machine run normally. When leaving the factory, this time delay unit has been adjusted to the optimal position. Don't adjust randomly. Otherwise maybe abnormal situation will occur.
7. When setting up the values of mould opening and mould closing, as long as "C3" is displayed on the display screen, please don't press the key of mould opening or mould closing. Otherwise maybe the electronic ruler will be damaged. The C3 value is the value needing to be set up when undertaking 0 position calibrations. Usually it needn't to be set up. (Namely when C3 value is displayed on the display, we need to press the "set up" key to skip over this value and don't set up it. We mustn't press acknowledgement key.)
8. This equipment is mainly suitable for the steel wire rubber tube assembly of 2 inches and within 2 inches or the industry used tube of more than 2 inches.
VII. Maintenance
We should often check the hydraulic oil in the oil box. If finding that the oil quantity is not adequate, supplement in time the hydraulic oil. After the oil liquid is polluted, we need to filter or replace it, otherwise may cause the magnetic valve core to be blocked, machine action to get out of control and the workpiece to be damaged.
The hooping parts should keep inside clean to avoid, during the processing, miscellany entering into friction surface through the gap among the moulds and thus affecting the normal usage. Clean out in time the miscellany in the mould body brought into when hooping the joint. And often inject 30#-40# machinery oils into the contact surface between die holder and pressing block with oil gun to keep lubricating. Between die holder and pressing block it should keep lubricating. (Oil injection method: press set up key. When "C3=" is displayed on the display, press down the mould closing key and the caliber of mould will decrease until the four filter holes on the back plate coincide with the four oil cup openings installed on the large board. At this time we can use oil gun mouthpiece to aim at the oil cup to inject oil until the oil is full. At this position the lubricating oil should be injected once or twice everyday.). The place between the above board and back plate, slide board and clamping plate should be lubricated with oil injection using engine oil pot. (Oil injection method: take down the up covering cap. Along the gap between all the above said parts and the large board, pour into lubricating oil. And make reciprocating movement 2-3 times.). Add lubricating oil once every 2 working days.
VIII. Commitment
Since the purchase day, within half a year, we guarantee to repair the malfunction of the machine. During the guarantee period, we will repair (replace if necessary) all the parts malfunctions free of charge. For the damage caused by improper use or accident, it doesn't belong to the free repair range.
1.Question: Are you the manufacture or trading company?
Answer: We are the manufacture for crimping machine over 30 years.
2.Question: What about the price?
Answer: Competitive price,the advanced technology and high quality you ever have.
3.Question: How many certificate do you have?
Answer: CE,UL,ISO
4.Question:How long the delivery time?
Answer:The machines are in stock now.usually about 3-7 days after you payment.
5.Question:What is the MOQ?
Answer:we would like to provide 1 set for you test.
6.Question:What is the payment?
Answer:T/T,L/C can be accepted.
7.Question:If I can not find the machine which I need,what should I do?
Answer:Pls contact me on line or inquiry,write down your request and email,I will reply you as soon as possible.



HeBei Bohai Pipe Fitting Group Co., Ltd., founded in 1976, is one of the founders of pipe fittings in North China, the company is located in the "China pipe fittings capital" - Mengcun County industrial zone, North of Beijing and Tianjin, transportation is very convenient. Hebei Bohai Pipeline Equipment Group Co., Ltd., a professional manufacturer of high quality stainless steel and carbon steel butt weld fittings, cast pipe fittings, flanges, for various industries applications.
Bohai supplies a variety of specifications, models of high, medium, low carbon steel, alloy steel, stainless steel and other materials of elbows, reducers, tees, crosses, caps, flange, high pressure bolt series of pipeline equipment and accessories.
The company has special equipment manufacturing license, certificate of mechanical safety standardization, metrology ability to guarantee certificate, 4A Honor certificate, contract and trustworthy enterprise certificate. Integrity supplier China Sinopec. 2003 get the ISO9001: 2000 certification.
